


BZSK-1062在线检测数控加工中心
产品规格:
适用范围:
适用范围:
详细介绍
机床主要配置:
1、 采用进口预压高精密斜角滚珠轴承主轴承,给予主轴最大刚性和最高精度;采用伺服或变频主轴单元,传动噪音低,高速度无级变速。
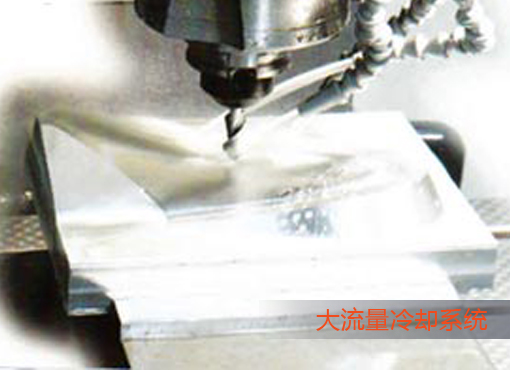
2、 大功率、大流量、高扬程冷却泵,对加工工件提供良好的冷却和冲屑。
3、 容积式自动定时、定时润滑系统,保证机床各部位均得到充分润滑;油位低蜂鸣器和PLC同时报警,提醒操作者按时注油。
4、选用的数控系统,尽最大可能满足用户操作习惯;操作面板按人机工程学科学布局,符合安全规范,旋转设计,易于操作。
结构性能特点:
1、机床底座、立柱、主轴箱体、十字滑台、工作台等基础件全部采用高强度铸铁,组织稳定,永久确保品质。铸件合理的结构和加强筋的搭配保证了基础件的高刚性。宽实的机床底座,箱形腔立柱、负荷全支撑的十字滑台可确保加工时的重负载能力。
2、 (1)主轴前、后端采用精密P4级斜滚动轴承,强力主伺服马达,主轴转速达8000rpm,低速适于重力切削,高速适于精密切削,应用范围宽广。
(2)高性能油脂润滑,主轴套外部采用油液冷却机循环冷却,有效控制主轴温升,抑制热变形。
(3)强力新型齿皮带互接传动,效率高、不打滑、容易维修。
(4)主轴组件利用动态平衡校正设备,直接校正主轴动态平衡,主轴在高速运转时,避免产生共振现象,确保最佳的加工精度。
(5)主轴头部冷却系统,由主轴四方喷淋,使刀具及工件获得及时冷却,有助于提高被加工零件表面质量和刀具的耐用度。
(6)高转速主轴(特殊附件);在选择10000/12000RPM转速时可保持稳定的加工精度和高效的生产率。
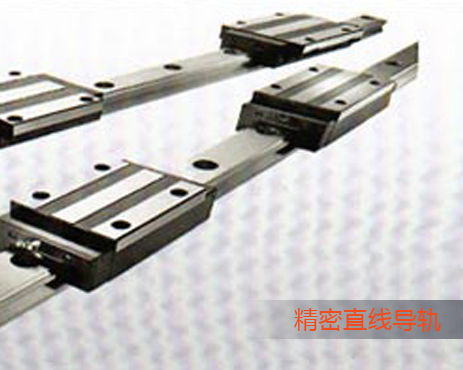
3、三轴均为直线导杆,采用台湾上银线性导轨,无论是高速移动或是轻、重负荷切削都可达到较高的定位精度。
4、(1)三轴采用台湾上银 Φ40mm、 Φ50mmC3级高精密滚珠螺杆,搭配预压式双螺帽,确保最低背隙。
(2)三轴滚珠螺杆以精密P4级,滚珠螺杆专用60°斜角滚珠止推轴承支撑,运转精度高。
(3)三轴滚珠螺杆施以预拉,以减少温升伸长量。滚珠螺杆和伺服马达用线性联轴器直联,效率高,背隙小。
(4)滚珠丝杠经预拉后,大大增加了传动刚度降低了快速运动生产的热变形影响,而确保了机床的定位精度和重复定位精度。
5、主轴箱移动(Z轴)配有中央引导设计的平衡锤装置,即使在高速移动时,配重也不产生晃动。配重与主轴箱重量比例精确可获得最佳的加工特性。且使Z轴驱动电机具有良好的负载特性。
6、采用力臂式换刀装置;刀库容量为24把,双臂式自动换刀手臂及凸轮刀机械,以电气马达驱动,快速稳定。马套式大容量储刀仓,电气马达及圆筒凸轮的驱动及定位机构,稳定性高。
7、机床配有全封闭防护罩,美观、安全、滴水不漏,保护环境。密封式导轨防护罩选购台湾名牌厂家产品,有效地保护了移动部件,延长了使用寿命。自动排屑装置简洁实用,可靠,配之手动喷(水)枪,特别容易清除铁屑。
8、导轨润滑采用容积式分配器,搭配脱离式注油机,定量适当的供给导轨所需用油,减少润滑油浪费。
9、CNC控制系统采用日本FANUC/德国西门子系统,全数字式AC伺服系统,软件功能丰富,功能强,数控系统可配置第四轴接口,工件/刀具测量接口,标准RS-232接口。
10、电气箱内的配线,符合CE的安全规范,确保控制系统运转时不受外部干扰。采用热交换器,使电气箱的热空气迅速排出,保持箱内的恒温,使控制系统能长期稳定地动转。
11、高精度激光节距补偿,各种传动轴节距均采用高精度激光测量仪补偿,使各轴定位精度更加准确,更合适加工高精度零件。
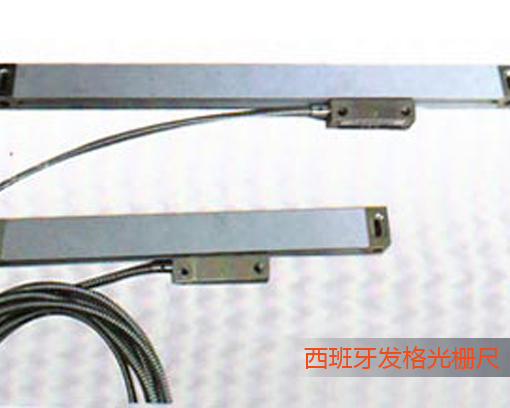
12、光栅尺:检测装置采用西班牙发格直线光栅尺,检测精度高,响应速度快,实现全闭环在线控制。加工精度更高、更可靠。
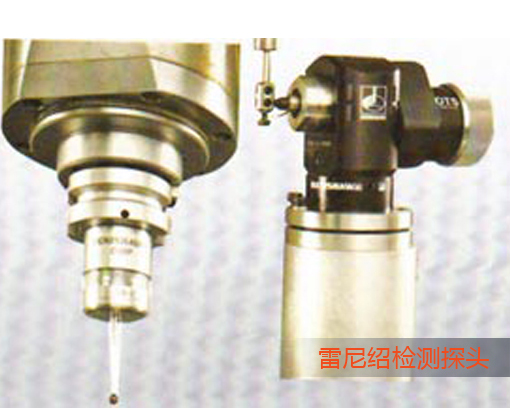
13、测头:配备雷尼绍检探头,实现工件坐标自动校正;一次装夹完成整个零件的加工,避免人工检测造成的二次定位误差,加工精度和效率高。
 河北保定市天威东路555号
河北保定市天威东路555号 0312-5076765
0312-5076765 0312-5076766
0312-5076766 www.bzgroup.cn
www.bzgroup.cn bzxiaoshou6766@163.com
bzxiaoshou6766@163.com